
When a hole is reamed in metal to size, it is a process that requires precision and accuracy. Reaming is a metalworking process that involves enlarging an existing hole to a specific diameter and improving its surface finish. This process is used to produce accurate holes with tight tolerances that are required for a variety of applications in industries such as automotive, aerospace, and medical.

Understanding the process of reaming is important to ensure the best possible results. Reaming is a finishing operation that removes small amounts of material from the hole surface. The process can be done by hand or with a machine. The reaming tool is a multi-tooth rotary cutting tool that removes material along its leading edges as it passes through the hole. The reamer is chosen based on the size and type of hole to be reamed, the material being reamed, and the desired surface finish.
Key Takeaways
- Reaming is a metalworking process that involves enlarging an existing hole to a specific diameter and improving its surface finish.
- The reaming tool is a multi-tooth rotary cutting tool that removes material along its leading edges as it passes through the hole.
- The reamer is chosen based on the size and type of hole to be reamed, the material being reamed, and the desired surface finish.
Understanding The Process
https://www.youtube.com/watch?v=VmIBBfRgn4Q&embed=true
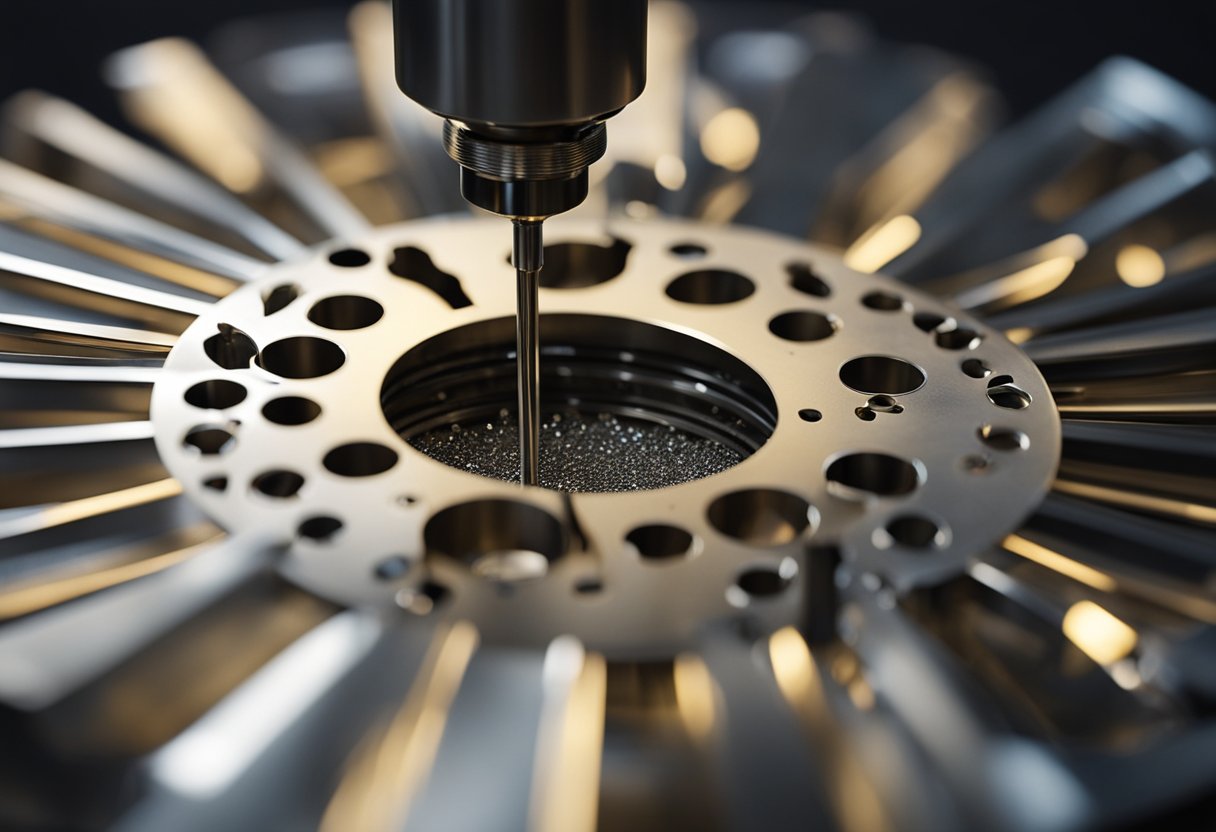
When a hole is reamed in metal to size, it is important to understand the process involved. Reaming is a finishing process that is used to enlarge and refine an existing hole. It is typically performed after drilling or boring to improve the accuracy, surface finish, and circularity of the hole.
The reaming process involves using a reamer, which is a cutting tool with multiple cutting edges, to remove small amounts of material along the leading edges of the tool. The tool is rotated and moved axially through the hole to enlarge it to the desired size. The cutting edges of the tool remove material in a controlled and precise manner to ensure that the hole is accurately sized and has a smooth surface finish.
One of the advantages of the reaming process is that it can be used to enlarge holes to very precise dimensions. Reamers are available in a wide range of sizes and can be used to create holes with tight tolerances. This makes reaming an ideal process for applications that require high levels of accuracy and precision.
Another advantage of the reaming process is that it can be used to improve the circularity of a hole. When a hole is drilled or bored, it may not be perfectly round. This can lead to issues such as chatter and poor surface finish. Reaming can be used to remove any irregularities in the hole and create a perfectly circular shape.
It is important to note that the reaming process is only suitable for certain materials and workpiece materials. For example, reaming is typically used on metals such as steel, aluminum, and brass. It may not be suitable for materials such as plastics or composites. Additionally, the reaming process can generate a lot of heat, so it is important to ensure that the workpiece is properly cooled during the cutting process.
In summary, reaming is a machining process that is used to enlarge and refine existing holes. It is a finishing process that can be used to improve the accuracy, surface finish, and circularity of a hole. Reaming is an ideal process for applications that require high levels of accuracy and precision, and it is important to ensure that the workpiece and cutting tool are properly selected to ensure optimal results.
Types of Reamers
https://www.youtube.com/watch?v=V9jFWDxC70A&embed=true
When a hole is reamed in metal to size, it is important to choose the right type of reamer for the job. There are several types of reamers available, including hand reamers, machine reamers, and shell reamers.
Hand Reamers
Hand reamers are designed to be used by hand, and are typically used for small-scale jobs. They are available in a range of sizes, and can be made from a variety of materials, including high-speed steel and carbide. Hand reamers are often used for precision work, and are ideal for creating small, accurate holes.
Machine Reamers
Machine reamers, also known as chucking reamers, are designed to be used in lathes, drill presses, and other machine tools. They are available in a range of sizes and materials, including high-speed steel and solid carbide. Machine reamers are often used for larger-scale jobs, and are ideal for creating holes with a smooth finish.
Shell Reamers
Shell reamers, also known as shell end reamers, are designed to be used in milling machines and other machine tools. They are available in a range of sizes and materials, including high-speed steel and solid carbide. Shell reamers are often used for creating large, accurate holes, and are ideal for use in heavy-duty applications.
When choosing a reamer, it is important to consider factors such as the size and material of the hole to be reamed, as well as the type of machine tool that will be used. By selecting the right type of reamer for the job, it is possible to achieve accurate, high-quality results.
Reaming Tools and Equipment
https://www.youtube.com/watch?v=8sP9mKa8XlE&embed=true
When it comes to reaming a hole in metal to size, it’s important to have the right tools and equipment. As a machinist, I know that the tools and equipment you use can make a big difference in the quality of the finished product. Here are some of the tools and equipment that are commonly used for reaming:
Hand Tools
Hand reamers are a type of cutting tool that are used to enlarge or finish a hole that has already been drilled. They are often used in conjunction with a tap wrench or other hand tool. Hand reamers come in a variety of sizes and shapes, including straight flute, spiral flute, and tapered.
Drill Press
A drill press is a machine tool that is used to drill holes in metal. It is often used in conjunction with a reaming tool to enlarge or finish a hole that has already been drilled. The drill press can be used to drill holes at various angles and depths, and can be used with a variety of different cutting tools.
CNC Machines
CNC machines are computer-controlled machines that are used to manufacture parts. They can be used to drill, mill, and ream holes in metal. CNC machines are highly accurate and can produce parts with very tight tolerances.
Milling Machines
Milling machines are machine tools that are used to remove material from a workpiece. They can be used to drill, mill, and ream holes in metal. Milling machines are highly versatile and can be used to produce a wide variety of parts.
Lathes
Lathes are machine tools that are used to turn a workpiece. They can be used to drill, mill, and ream holes in metal. Lathes are highly accurate and can produce parts with very tight tolerances.
Boring Head
A boring head is a type of cutting tool that is used to enlarge or finish a hole that has already been drilled. It is often used in conjunction with a milling machine or lathe. Boring heads come in a variety of sizes and shapes, and can be used to produce holes with very tight tolerances.
Horizontal Boring Mill
A horizontal boring mill is a machine tool that is used to drill, mill, and ream holes in metal. It is often used to produce large parts with very tight tolerances. Horizontal boring mills are highly accurate and can produce parts with very tight tolerances.
Reaming Parameters
When reaming a hole in metal to size, several parameters must be considered to achieve the desired result. In this section, I will discuss the two most important parameters: Speed and Feed, and Hole Size and Tolerance.
Speed and Feed
Speed and feed are critical parameters in reaming. Cutting speed refers to the speed at which the reamer rotates, while feed refers to the rate at which the reamer advances into the workpiece. The cutting speed and feed rate must be optimized to ensure the best possible hole quality and to minimize tool wear.
The cutting speed is determined by the material being reamed, the diameter of the hole, and the type of reamer being used. The feed rate is determined by the material being reamed, the diameter of the hole, and the stock allowance. A higher feed rate results in a faster cycle time, but it can also lead to poor hole quality and increased tool wear if it is too high.
Hole Size and Tolerance
The size and tolerance of the hole being reamed are also critical parameters. The size of the hole is determined by the diameter of the reamer, while the tolerance is determined by the stock allowance and the desired hole quality.
The stock allowance is the amount of material left on the walls of the hole after reaming. It is important to leave enough stock to ensure that the hole is within the desired tolerance, but not so much that the cycle time is unnecessarily long. The desired hole quality will also affect the stock allowance, as a higher quality hole will require a smaller stock allowance.
In conclusion, when reaming a hole in metal to size, it is important to consider the cutting speed, feed rate, hole size, and tolerance. By optimizing these parameters, the best possible hole quality can be achieved while minimizing tool wear and cycle time.
Material Considerations

When reaming a hole in metal to size, it is important to consider the material being used. Different materials have different properties that affect the reaming process. Here are some material considerations to keep in mind:
Tool Material
The material of the reamer tool itself is an important consideration. Carbide is a popular choice for reamer tools because it is hard and wear-resistant, making it ideal for use with tough materials like cast iron and steel. High-speed steel is another option that is more affordable and works well with softer materials like aluminum and brass.
Center Drill
A center drill is often used to create a starting point for the reamer tool. The center drill should be made of a material that is suitable for the workpiece material. For example, a high-speed steel center drill is a good choice for aluminum and brass, while a carbide center drill is better for cast iron and steel.
Soft Materials
When reaming holes in soft materials like aluminum and brass, it is important to use a reamer tool with a sharp cutting edge. A dull cutting edge can cause the material to deform or tear, resulting in a poorly finished hole. Lubricants can also help to reduce friction and heat buildup, which can cause the material to melt or become distorted.
Steels
Reaming holes in steel requires a different approach than softer materials. Steel is a tough, hard material that can quickly wear down a reamer tool. To prevent this, it is important to use a reamer tool made of a hard material like carbide. Lubricants can also help to reduce friction and heat buildup, which can cause the material to become distorted.
In summary, when reaming a hole in metal to size, it is important to consider the material being used. The tool material, center drill, and lubricants should be chosen based on the properties of the workpiece material. By taking these factors into account, you can ensure a high-quality finished product.
Surface Finish and Quality
https://www.youtube.com/watch?v=R82jQz6JHWU&embed=true
When a hole is reamed in metal to size, achieving a high-quality and smooth surface finish is critical. The surface finish of a hole refers to the texture of the interior walls of the hole after it has been reamed. A good surface finish ensures that the hole is free from any rough spots or burrs that could cause problems during assembly or use.
A reaming tool is a finishing tool that is used to achieve a precise and smooth surface finish on a hole. Reamers are designed to remove only a small amount of material from the hole, which helps to create smooth walls and a uniform diameter. This finishing tool is ideal for creating holes that require a high degree of accuracy and precision.
The surfaces of the reaming tool play a critical role in achieving a smooth surface finish on the hole. The cutting edges of the reamer must be sharp and free from nicks or burrs to ensure that the tool removes material evenly from the interior walls of the hole. Additionally, the surface of the reamer itself must be smooth to prevent it from scratching or damaging the walls of the hole.
In some cases, a burnishing tool may be used after reaming to further improve the surface finish of the hole. Burnishing is a process that involves using a tool to smooth and polish the interior walls of the hole. This process can help to remove any remaining rough spots or burrs, resulting in a smooth and uniform surface finish.
In summary, achieving a high-quality and smooth surface finish on a reamed hole is critical to ensuring that the hole is free from rough spots or burrs that could cause problems during assembly or use. Using a reaming tool, along with a sharp and smooth cutting edge, can help to create smooth walls and a uniform diameter. Additionally, using a burnishing tool after reaming can further improve the surface finish of the hole.
Preparation and Precautions
Before reaming a hole in metal, it is important to take the necessary preparation and precautions to ensure that the process is successful. Here are some things to keep in mind:
Pre-Drilled Hole
Firstly, it is important to ensure that the hole is pre-drilled to the correct size and shape. The hole should be drilled with a drill bit that is slightly smaller than the desired final size of the hole. This will allow the reamer to remove the necessary amount of material to achieve the desired size and shape of the hole.
Chamfer and Alignment
Next, it is important to chamfer the edges of the hole. Chamfering helps to prevent the reamer from catching on the edge of the hole and deflecting off course. Additionally, it is important to ensure that the hole is properly aligned with the reamer. Misalignment can cause the reamer to cut at an angle, resulting in an uneven hole.
Spot-Drill and Countersink
If necessary, spot-drilling can be used to help guide the reamer into the hole. Spot-drilling involves drilling a small hole in the center of the larger hole to guide the reamer. Additionally, countersinking can be used to create a beveled edge around the hole. This can help to prevent burrs and other imperfections from forming during the reaming process.
Deflection
Finally, it is important to be aware of deflection during the reaming process. Deflection can occur when the reamer encounters an irregularity in the material, causing it to bend or deflect off course. To minimize deflection, it is important to use a slow, steady pressure when reaming the hole. Additionally, it may be necessary to use a lubricant to reduce friction and heat buildup during the reaming process.
By taking the necessary preparation and precautions, it is possible to achieve a clean, accurate hole when reaming metal.
Lubrication and Cooling
https://www.youtube.com/watch?v=0iS2yMrSbvI&embed=true
When reaming a hole in metal, proper lubrication and cooling are crucial to achieving the desired results. The use of a coolant or cutting fluid can help to reduce friction and heat buildup during the reaming process. This can help to prevent damage to both the reamer and the workpiece, as well as ensure that the finished hole is of the correct size and shape.
There are several different types of coolants and cutting fluids that can be used when reaming a hole in metal. Synthetic fluids are a popular choice, as they offer excellent lubrication and cooling properties while also being environmentally friendly. Cutting oils are also commonly used, as they provide good lubrication and can help to extend the life of the reamer.
When selecting a coolant or cutting fluid, it is important to choose one that is appropriate for the type of metal being reamed. Different metals have different properties, and some may require a specific type of coolant or cutting fluid in order to achieve the best results.
In addition to selecting the right coolant or cutting fluid, it is also important to apply it correctly. The coolant or cutting fluid should be applied directly to the reamer as well as to the workpiece, and it should be applied continuously throughout the reaming process. This will help to ensure that the reamer stays cool and lubricated, and that the finished hole is of the correct size and shape.
In summary, lubrication and cooling are essential components of the reaming process when creating a hole in metal. Proper selection and application of a coolant or cutting fluid can help to ensure that the reamer and workpiece remain cool and lubricated, resulting in a finished hole that is of the correct size and shape.
Tool Life and Maintenance

As a machinist, I know that tool life and maintenance are critical factors to consider when reaming a hole to size. The life of a reamer depends on several factors, including the material being reamed, the size of the hole, and the reamer’s geometry. Proper maintenance of the reamer can help extend its life and ensure optimal performance.
One of the most common causes of reamer wear is rub. Rub occurs when the reamer rubs against the side of the hole instead of cutting cleanly. This can cause the cutting edges to dull and wear out more quickly. To prevent rub, it is essential to use the correct cutting speed and feed rate and ensure that the hole is properly aligned with the reamer.
Another factor that can affect reamer life is breakage. Reamers can break due to excessive force, improper use, or poor maintenance. To prevent breakage, it is essential to use the correct size and type of reamer for the job and ensure that it is properly maintained. This includes keeping the reamer clean and sharp and checking it regularly for signs of wear or damage.
Proper geometry is also crucial for optimal reamer performance. The geometry of the reamer determines the size and shape of the hole it creates. A poorly designed reamer can cause the hole to be out of round or have a rough surface finish. To ensure proper geometry, it is essential to use a high-quality reamer with the correct geometry for the job.
When it comes to maintenance, one of the most critical factors is the morse taper shank. The morse taper shank is the part of the reamer that fits into the machine’s spindle. It is essential to keep the taper clean and free of debris to ensure a tight fit and prevent damage to the machine spindle.
Finally, it is essential to use the correct tooling when reaming a hole to size. This includes using a shell reamer arbor for larger reamers and ensuring that the arbor is properly sized and maintained. Using the correct tooling can help ensure optimal performance and extend the life of the reamer.
In conclusion, tool life and maintenance are critical factors to consider when reaming a hole to size. By following proper maintenance procedures and using the correct tooling, machinists can extend the life of their reamers and ensure optimal performance.
Frequently Asked Questions

How can a hole in metal be reamed to size?
To ream a hole in metal to size, first, drill a hole in the metal that is slightly smaller than the desired size of the hole. Then, insert a reamer into the hole and turn it clockwise. The reamer will remove a small amount of material from the inside of the hole, enlarging it to the desired size. Repeat the process until the hole is the correct size.
How can holes in aluminum be elongated?
To elongate a hole in aluminum, use a tapered reamer. Insert the reamer into the hole and turn it clockwise. The reamer will remove material from the inside of the hole, elongating it. Repeat the process until the hole is the desired shape and size.
What is the process for enlarging a screw hole in metal?
To enlarge a screw hole in metal, first, drill a new hole next to the existing hole. Then, use a tapered reamer to enlarge the hole to the desired size. The new hole should be slightly smaller than the desired size of the final hole to ensure that the reamer removes material evenly.
What are the steps for increasing the size of a metal hole with a drill?
To increase the size of a metal hole with a drill, first, select a drill bit that is slightly larger than the existing hole. Then, insert the drill bit into the hole and turn it clockwise. The drill bit will remove material from the inside of the hole, enlarging it. Repeat the process with progressively larger drill bits until the hole is the desired size.
How can a hole in metal be made bigger without a drill?
To make a hole in metal bigger without a drill, use a tapered reamer. Insert the reamer into the hole and turn it clockwise. The reamer will remove material from the inside of the hole, enlarging it. Repeat the process until the hole is the desired size.
What is the process for enlarging a hole in metal using a Dremel?
To enlarge a hole in metal using a Dremel, first, select a grinding bit that is slightly larger than the existing hole. Then, insert the bit into the hole and turn on the Dremel. Move the bit back and forth inside the hole, removing material and enlarging the hole. Repeat the process until the hole is the desired size.

Hi, I’m Sal Muller of Tooltrip.com. My DIY experience led me to understand essential power tools for home projects. Tooltrip.com guides enthusiasts and professionals in choosing right tools for any job. I provide concise top tool reviews for easier, efficient DIY.
